

There are two kinds of dry system, one is vacuum dryer, and another one is PET flakes continuous crystallizing dryer.

Vacuum Dryer Specifications
- Model:VC357
- Material:Inner shell touching material is stainless steel; out shell is Q235-B.
- Driving power:5KW
- Capacity of drum:Full capacity 7m3, effective capacity3.8m3
- Rotating speed:9 r/min
- Material load: Bottle flakes 1900Kg
- Moisture content of bottle flakes: ≤4%
- Moisture content of dried material:<01%
- Drying time:according to technic
- Heating media:Steam
- Steam pressure:4Mpa (Max)
- Working temperature:130~150℃ (Max)
- Limit vacuum degree:3Pa
- Outline:
- Drum:5145×3005×3184
- Dust-collecting barrel:фin600×1340
- Cooling barrel:фin812×1520
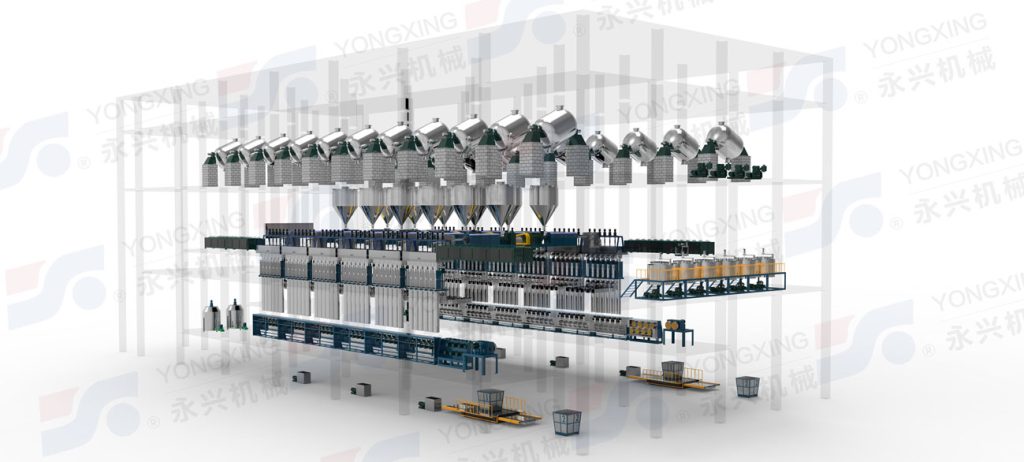
Continuous Crystallizing Dryer Photo

Continuous Crystallizing Dryer Specifications
- Capacity of wet flakes Conveying System: 1 t/h
- Capacity of Crystallizing/Drying System: 1000kg/h
- Capacity of wet flakes Conveying System: 1t/h
- Size of PET flake : 10-12mm, popcorn size : 10-12mm
- Water Ratio of Wet flake: ≤ 2%
- Water Ratio of Dry flakes: ≤0.0070%(70ppm)
- Masterbatch dosing system
- Optical agent dosing system
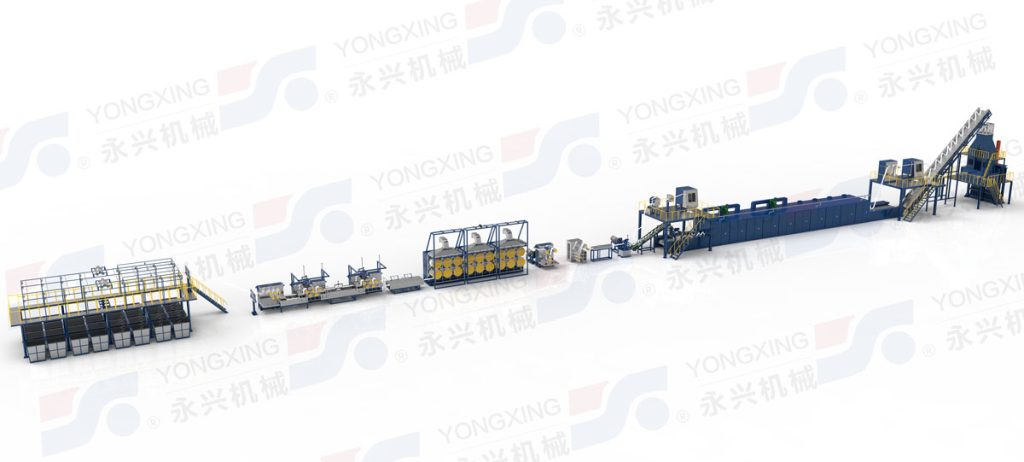
 PET bottle flakes are fed into screw extruder by meaning of melted, mixing and filtering from hopper after being heated and dried
Specification: φ160,φ179,φ180,φ190,φ220
PET bottle flakes are fed into screw extruder by meaning of melted, mixing and filtering from hopper after being heated and dried
Specification: φ160,φ179,φ180,φ190,φ220  The melted PET will go through filter to remove the impurity, like PVC and other materials
The melted PET will go through filter to remove the impurity, like PVC and other materials
- Type: vertical, 2 groups of filtrating chambers, exchanging filtrating barrel continuously;。
- Heating Power: 15kw;
- Heating Media: Thermal oil. Melt inlet pipe increase static mixer, inner of melt pipe is polished. Melt pipe and spin beam is connected by flange.
- Control: Use pressure≥25MPa, inlet pressure electronic indication, and automatic control. Indication precision: 0.1MPa. Self-control precision: 0.3MPa.
 The melt goes into spin beam in which specially-designed distribution piping system guarantees same dwell time and same pressure drop for the melt to reach each spinning position.
The melt goes into spin beam in which specially-designed distribution piping system guarantees same dwell time and same pressure drop for the melt to reach each spinning position.
- Heating media:Thermal oil 330# or diphenyl heating.
- Heating power:Electrical heat, heating power: 72kw (divided in three groups) spin beam use 14mm boiler steel plate, inner of pipe is polished. Spin beam body use tem-keeping cotton to keep heat. Out shell of side and bottom is 2mm stainless steel plate. Top uses 4mm thickness diamond plate. out face is aluminum paint;
 The melt becomes small stream after being extruded from micro-holes of spinneret and are cooled and solidified by air flow after passing through a low-damping quenching. The melt stream sprayed from spinneret become plastic shape monofilament in very short time and the structure is changed. This changing is mainly influenced by velocity evenness of air flow from quenching. Air temperature and velocity, control of air blowing gap and air flow steady under high velocity affect the direct factor of yarn quality. Therefore, it requires air flow from quenching with stability, uniformity and adjustability.
The melt becomes small stream after being extruded from micro-holes of spinneret and are cooled and solidified by air flow after passing through a low-damping quenching. The melt stream sprayed from spinneret become plastic shape monofilament in very short time and the structure is changed. This changing is mainly influenced by velocity evenness of air flow from quenching. Air temperature and velocity, control of air blowing gap and air flow steady under high velocity affect the direct factor of yarn quality. Therefore, it requires air flow from quenching with stability, uniformity and adjustability.  The cooled and solidified filaments are oiled and damped by oiling device to increase the cohesion of the yarn, to improve the antistatic property of the yarn, to reduce the friction between the yarn and the yarn, and also to reduce the friction between the yarn and equipment, and to improve the after-treatment property of the yarn.
The cooled and solidified filaments are oiled and damped by oiling device to increase the cohesion of the yarn, to improve the antistatic property of the yarn, to reduce the friction between the yarn and the yarn, and also to reduce the friction between the yarn and equipment, and to improve the after-treatment property of the yarn.  After passing through winder, the yarn from every position is guided by godet roller to the end of take up unit and is entered into drawing-off roller, then is fed into Tow Can by sunflower rollers. Six-roll drawing-off and sunflower wheels are driven by synchronous motor. The engaged depth of two sunflower rollers is adjustable. The drawing-off and sunflower rollers are with low speed set for yarn string-up and easy operation. Spinning and take-up system is set with collective communication system.
After passing through winder, the yarn from every position is guided by godet roller to the end of take up unit and is entered into drawing-off roller, then is fed into Tow Can by sunflower rollers. Six-roll drawing-off and sunflower wheels are driven by synchronous motor. The engaged depth of two sunflower rollers is adjustable. The drawing-off and sunflower rollers are with low speed set for yarn string-up and easy operation. Spinning and take-up system is set with collective communication system.  Can traversing unit is driven by A.C. motors, which realizes to transporting change of empty can, reciprocating movement of tow can and delivery of laden can. This unit has two kinds of control: manually (except reciprocating movement) and automatic. When tow can reaches certain weight by time setting, the programmable-control time counter gives off a signal, and then reciprocating mechanism automatically moves laden can to the center of the unit and delivering mechanism moves laden can out, in meanwhile, to move in empty can for continuous tow collection. Then the tow in can will be balanced and sent to after-treatment process.
Can traversing unit is driven by A.C. motors, which realizes to transporting change of empty can, reciprocating movement of tow can and delivery of laden can. This unit has two kinds of control: manually (except reciprocating movement) and automatic. When tow can reaches certain weight by time setting, the programmable-control time counter gives off a signal, and then reciprocating mechanism automatically moves laden can to the center of the unit and delivering mechanism moves laden can out, in meanwhile, to move in empty can for continuous tow collection. Then the tow in can will be balanced and sent to after-treatment process.  The tow creel is arranged for 4 rows, in which, two rows of them are put into using and the other two rows are preparing.
The tows from Tow creel are divided into 3 nos. sheets for drawing. The tow cable come from the creel is guided firstly by Tow guide frame and passed through dip bath in order to split tow sheets evenly with certain width and thickness, and ensure more even spin finish in tow sheets, and then start the drawing process.
The tow creel is arranged for 4 rows, in which, two rows of them are put into using and the other two rows are preparing.
The tows from Tow creel are divided into 3 nos. sheets for drawing. The tow cable come from the creel is guided firstly by Tow guide frame and passed through dip bath in order to split tow sheets evenly with certain width and thickness, and ensure more even spin finish in tow sheets, and then start the drawing process.  The range uses 2-stage drawing technology. The first drawing stage carries out between the first stretcher and the second stretcher. The temperature of Draw bath is about 60℃~80℃. The draft ratio of the first drawing stage is completed 80%~85%. The second drawing stage carries in Steam box chest between the second stretcher and the third stretcher. The draft ratio of the second drawing stage is completed 15%-20%.
The range uses 2-stage drawing technology. The first drawing stage carries out between the first stretcher and the second stretcher. The temperature of Draw bath is about 60℃~80℃. The draft ratio of the first drawing stage is completed 80%~85%. The second drawing stage carries in Steam box chest between the second stretcher and the third stretcher. The draft ratio of the second drawing stage is completed 15%-20%.  After cooled and oiled, the tow sheets are sent into Tow stacker, 2 or 3 tow sheets are stacked into 1 tow sheet. The tilt angle of stacking rollers is adjustable for achieving stacking process. The width of the tow sheet and the quality of stacking is special important for crimping.
After stacking, the tow sheet is sent into Crimper through Tension control roller and Steam pre-heating box. The tow sheet is crimped through squeezing to assure the good performances of fiber in later process.
After cooled and oiled, the tow sheets are sent into Tow stacker, 2 or 3 tow sheets are stacked into 1 tow sheet. The tilt angle of stacking rollers is adjustable for achieving stacking process. The width of the tow sheet and the quality of stacking is special important for crimping.
After stacking, the tow sheet is sent into Crimper through Tension control roller and Steam pre-heating box. The tow sheet is crimped through squeezing to assure the good performances of fiber in later process.  After crimping, the tows spread to chain board type conveying of Relaxing dryer. The tows are dried evenly by blowing of forced air and then cooled down below glass temperature.
After crimping, the tows spread to chain board type conveying of Relaxing dryer. The tows are dried evenly by blowing of forced air and then cooled down below glass temperature.  After crimping, the tows spread to chain board type conveying of Relaxing dryer. The tows are dried evenly by blowing of forced air and then cooled down below glass temperature. After dried, the tows are dragged to upper floor for cutting by Tension stand, which also guarantees the tows under tension evenness to feed Cutter in tangential direction of cutting reel. The tows are cut into fixing length of staple by adopting press cutting. After cutting, the cut fibers enter into baler chamber in gravity or through conveyor for baling, and then the bale is weighting, manual baling and labeling and then sent to the storage by fork lifter.
After crimping, the tows spread to chain board type conveying of Relaxing dryer. The tows are dried evenly by blowing of forced air and then cooled down below glass temperature. After dried, the tows are dragged to upper floor for cutting by Tension stand, which also guarantees the tows under tension evenness to feed Cutter in tangential direction of cutting reel. The tows are cut into fixing length of staple by adopting press cutting. After cutting, the cut fibers enter into baler chamber in gravity or through conveyor for baling, and then the bale is weighting, manual baling and labeling and then sent to the storage by fork lifter. 


